AmmoniaKnowHow.com and UreaKnowHow.com have embarked on a journey to introduce the Operational Excellence within the fertilizer industry by: • Supporting organisations in developing clear roles, responsibilities and the right structure, • Developing operational processes frameworks that clearly demonstrate what “good” looks like, • Implementing the best demonstrated practices in the industry that explain how to attain operational excellence • Implementing organizational standards, practices and guidelines to set the working structure with clear roles, responsibilities and actions by project phase, discipline, and level of authority, • Developing best industry practice guidelines and internal standards for fertilizer companies • Management of Change implementation to keep track of design changes and modification of plants during revamps or annual turn-arounds, • Process Safety discipline introduction and Risk Management Departments development as well as the workflow between these two. • Developing unique tools such as Ammonia and Urea Risk Registers as well as proprietary software tools for process safety and risk assessments. • For Maintenance the goal is to achieve excellence in Maintenance Management by using Continuous Improvement principles and processes within the industry, while verifying performance with benchmarking that considers: • People – Must be competent and ensure safe workforce. • Process – Applying structure and rigor towards common work processes. • Plant – Maximize equipment availability and reliability. • Performance – Effective use of resources while optimizing cost. • Sharing our experience and technology knowhow during HAZOP studies and Process Safety Management implementation programs, • Developing corporate key registers for fertilizer companies: • Operation and Projects Risk Registers • Action Tracking Registers to monitor, trace and approve all actions • As Low As Reasonable Practicable (ALARP) strategy implementation • Lesson Learnt registers • Company knowledge system setup
Sunday, 24 April 2022
Tuesday, 19 April 2022
Thursday, 7 April 2022
What are the Differences between GC and HPLC?
What are the Differences between GC and HPLC?
 |
 |
Gas chromatography and High Performance Liquid Chromatography are both separation techniques which have gained immense popularity in both academic and industrial laboratories. High Performance Liquid Chromatography has found favour in applications covering pharmaceuticals, foods, life sciences and polymers whereas Gas Chromatography has significant applications in petroleum and petrochemical industry, flavours and fragrances and, environmental air monitoring,. A general question that comes up in your mind is how our HPLC and GC are different from each other and what factors decide suitability of one over the other.
Mobile phase
As the name suggests High Performance Liquid Chromatography uses a liquid mobile phase and gas chromatography uses a gas as the carrier. Liquids are generally mixtures of solvents of compatible polarities whereas in gas chromatography the mobile phase is a single high purity gas.
Operating temperature
HPLC separations are mostly carried out at ambient temperatures whereas Gas Chromatography separations are carried out at elevated temperatures which can be held at a constant value (isothermal) or variable as decided by the temperature program. Newer packings have extended temperature limits of High Performance Liquid Chromatography operation as well.
Nature of compounds
Gas chromatography separations are mainly carried out on compounds ranging in molecular weights up to a few hundreds. Such compounds separate on differences in their volatilities and remain stable at high temperatures. On the other hand compounds separated on HPLC have higher molecular weights ranging from a few hundreds to several millions for large polymers and biomolecules. Such compounds can be analysed at room temperature only because at elevated temperatures they tend to degrade.
Column Dimensions
Liquids used as carrier in HPLC generally have higher viscosity in comparison to gases used in Gas Chromatography. This results in increased column back pressures in HPLC. It is for this reason that High Performance Liquid Chromatography columns are much shorter and have wider diameters in comparison to GC columns which can be much longer and narrower. Increased column length improves resolution between closely spaced peaks. As the trend is towards faster analysis columns used for HPLC are as short as 1 cm in length.
Column Packings
Column packings offer greater resistance to flow of liquids in comparison to gases. Gases also have a higher permeability of solid supports than liquids. The retention mode of HPLC columns depends on polarity differences or molecular sizes whereas GC separations are based on differences in volatilities of compounds
Detection principles
HPLC detection is commonly based on nondestructive detection such as UV, RI, photodiode array detectors, conductivity and laser detection. On the other hand Gas Chromatography detection is based largely on destructive principles such as a FID, NPD and FPD. Mass spectrometry detectors common to both LC and GC are destructive in nature.
Cost of operation
HPLC solvents are costly in comparison to gases used for GC analysis. In addition to cost of solvents the maintenance cost of High Performance Liquid Chromatography systems is also higher due to high pressures developed in pumps and columns. GC analysis in comparison is less costly and there is lesser maintenance cost.
Both HPLC and GC are versatile and have contributed to to the ever increasing scope of applications. Tandem techniques such as LC – MS – MS and GC – MS – MS have expanded the limits of detection to new frontiers of detection and automation has also contributed to increased laboratory throughputs.
Four Chromatographic Separation Techniques
Four Chromatographic Separation Techniques
The Basic Principles of Chromatography
When the components in the mixture of solutions are moved forward in the mobile phase, or the material moving the sample, these components pass through the stationary phase. The difference in size and strength of each component causes the difference in the residence time of the component to flow out from the stationary phase.
The Types of Chromatography
According to the different separation mechanisms, chromatography can be divided into five types: adsorption, distribution, exchange, exclusion and affinity. Chromatographic separation methods include adsorption chromatography, bonded-phase chromatography, ion exchange chromatography, affinity chromatography, and size exclusion chromatography.
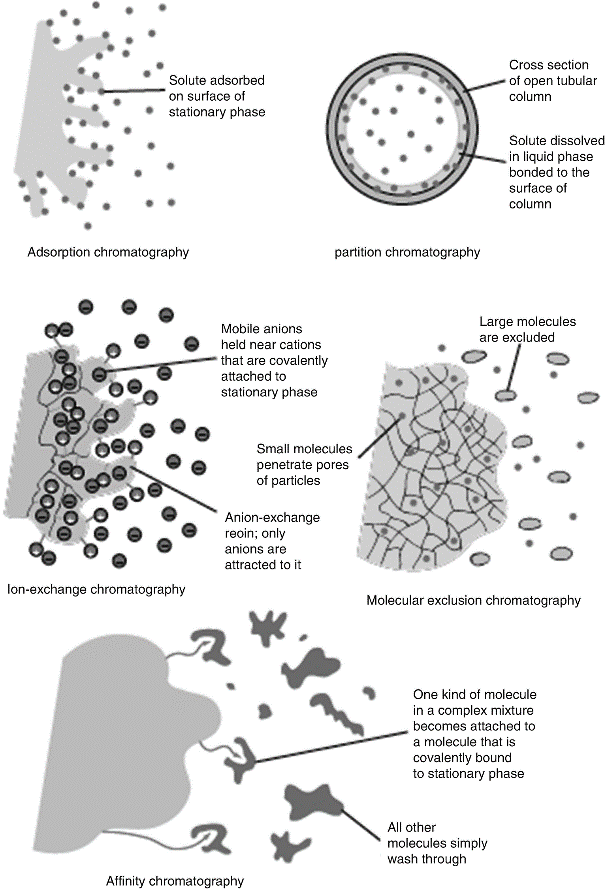
Physicochemical principles of chromatography (Broekaert J et al, 2015).
Comparison of Several Chromatographic Separation Techniques
- Affinity chromatography
Affinity chromatography is an important branch of chromatographic separation technology. It is a liquid chromatography method that uses the binding characteristics of stationary phases to adsorb target products and achieve separation and purification. For example, specific interactions between enzymes and matrices (or inhibitors), antigens and antibodies, hormones and receptors, exogenous lectins and base pairs of nucleic acids, etc. can be used to form one of the interacting substances with the insoluble support, which can be used as a stationary phase for chromatography. The other party can then be reversibly intercepted from a complex mixture to achieve the purpose of purification. Today, affinity chromatography has been widely used in the separation and purification of biomolecules. It is one of the most important methods for separating and purifying biological macromolecules, such as binding proteins, enzymes, inhibitors, antigens, antibodies, hormones, hormone receptors, glycoprotein, nucleic acid and polysaccharide.
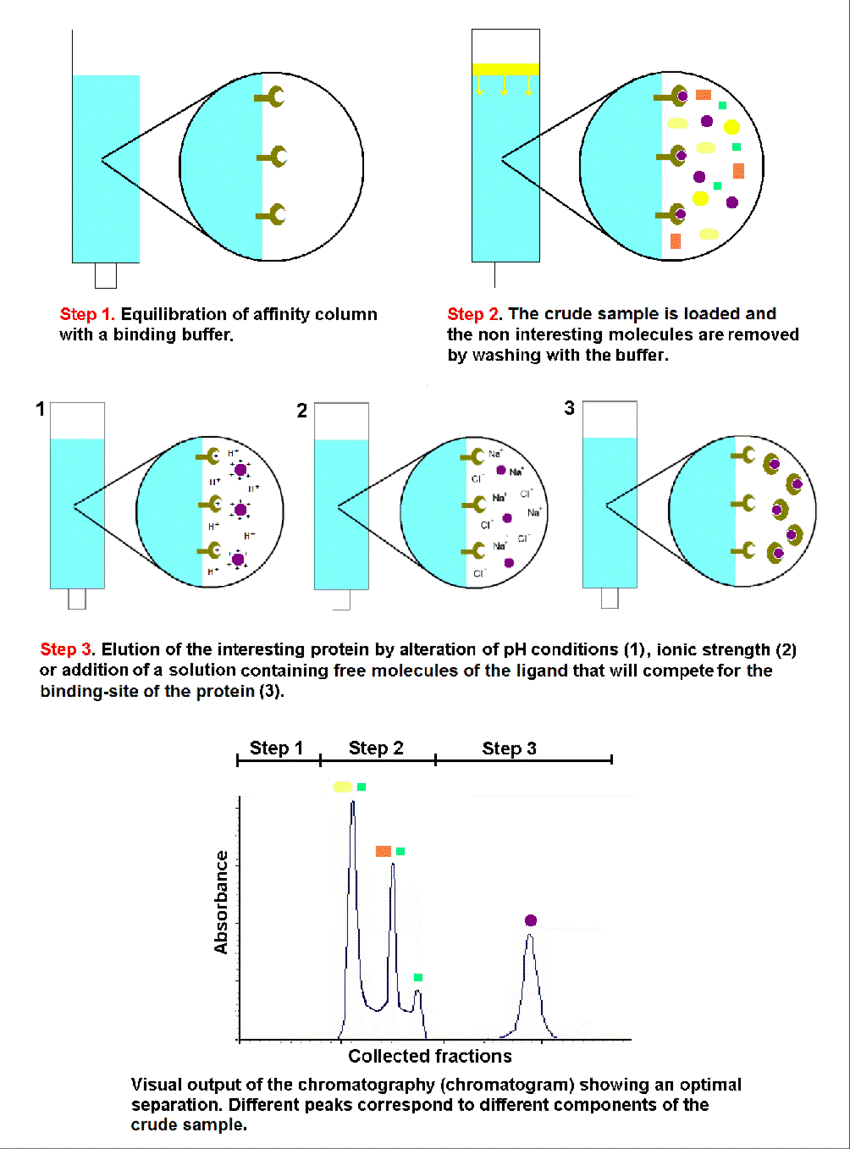
Schematic representation of the equilibration (1), adsorption/washing (2) and desorption (3) steps of an affinity chromatography for protein purification (Luana et al, 2012).
- Size exclusion chromatography
Size exclusion chromatography (SEC), also named gel chromatography, uses molecular sieves to make molecules different in size and quantity, and completes the separation of separated components according to the difference in the exclusion capability of each component. Small molecular weight compounds can enter the pores and have a long residence time; while large molecular weight compounds are prevented from entering the pores but continue flowing with mobile phase. When the eluent is an aqueous solution or buffer, it is called gel filtration chromatography (GFC), which has more applications in the biological world; when organic solvents are used as the eluent, known as gel permeation chromatography (GPC), is widely used in the polymer field. Size exclusion chromatography is often used to separate polymer compounds such as tissue extracts, peptides, proteins, and nucleic acids.
Gel filtration chromatography is based on the differences in molecular weight or molecular shape of proteins. When the sample moves down from the top of the column, large protein molecules cannot enter the gel particles and are quickly eluted; while smaller protein molecules can enter the gel particles, and the retention time of the smaller proteins that enter the gel are different. The larger the molecular weight, the earlier the elution time. Proteins with different molecular sizes are separated.
- Bonded-phase chromatography
Based on the different solubility of the separated components in the mobile and stationary phases, components are separated. This method uses a specific liquid substance to coat the surface of the support, or chemically bond to the surface of the support to form a stationary phase. Coated fixing (the first method of operation) is now rarely used. Nowadays, chemically bonded stationary phases, such as C18, C8, amino columns, cyano columns and phenyl columns, are mostly used in the industry. Liquid-liquid chromatography can be divided into normal-phase chromatography (NPC) and reverse-phase chromatography (RPC) according to the types of stationary and mobile phases. With the rapid development of column packing, the scope of application of reversed phase chromatography has gradually expanded, and it has now been applied to the analysis of some non-polar samples or easily dissociated samples.
- Adsorption chromatography
Adsorption chromatography uses a solid adsorbent to separate the components in the mixture. The commonly used adsorbent is silica gel or alumina. This method is based on the size of the fixed relative component adsorption force to separate each component. The whole process depends on the equilibrium of adsorption-desorption. This separation method is suitable for separating isomers with molecular weights of 200-1000, and separating non-ionic compounds. The limitation is that the separation of ionic compounds is prone to tailing.
Creative Proteomics has a chromatographic separation platform, which can provide you with corresponding technical services and accelerate the progress of the project.
References
1. Kecskemeti A, Gaspar A. Particle-based liquid chromatographic separations in microfluidic devices - A review. Analytica Chimica Acta, 2018.
2. Broekaert, J.A.C. Daniel C. Harris. Quantitative chemical analysis, 9th ed. Analytical and Bioanalytical Chemistry, 2015(407): 8943–8944.
3. Luana Cassandra Breitenbach Barroso Coelho, Andréa Santos, Maria T.S. Correia, et al. Protein Purification by Affinity Chromatography, Intech Open, 2012.
4. Wong, Min-Liang. Shirts off to boost separation methods. Nature, 2017, 543(7646):491-491.