
How to Treat Sewage from Fertilizer Industry? | Waste Management
Article shared by : 
The following article will guide you about how to treat sewage from fertilizer industry.
Sewage from Fertilizer Industry:
The fertilizer industries may be classified as nitrogenous fertilizer industries and phosphatic fertilizer industries. The nitrogenous fertilizer industries are mainly concerned with the production of fertilizers such as urea, ammonium sulphate, ammonium nitrate, calcium ammonium nitrate (CAN), ammonium chloride, etc. Phosphatic fertilizer industries manufacture mainly single superphosphates, triple superphosphates, nitrophosphates, ammonium phosphates, etc.
Sources, Quantity and Characteristics of Sewage:
ADVERTISEMENTS:
i. Sources:
In the case of nitrogenous fertilizer industry sewage is contributed by ammonia plant, urea plant, ammonium nitrate and calcium ammonium nitrate plant, ammonium sulphate plant and ammonium chloride plant.
In case of phosphatic fertilizer industry sewage is contributed by phosphoric acid plant, single superphosphate plant, triple superphosphate plant, ammonium phosphate plant, nitrophosphate plant, sulphuric acid plant and nitric acid plant.
ii. Quantity:
The quantity of sewage discharged from fertilizer industries varies widely, depending on the raw material used, the end product obtained and the process adopted for the production of fertilizers. A 1000 tonnes per day urea plant having recirculating cooling water system and all the auxiliary facilities required for production, generally discharges 8000 to 12000 m3/day sewage, while a phosphatic fertilize plant with recirculating cooling water system and auxiliary facilities and having a production of about 100 tonnes of phosphorus pentoxide (P2O5) per day as fertilizer discharges 3000 to 6000 m3/day sewage.
iii. Characteristics:
ADVERTISEMENTS:
The main pollutants from the nitrogenous and phosphatic fertilizer industry along with the auxiliary facilities are indicated below:
(a) Ammonia and ammonium salt;
(b) Suspended solids and ash;
(c) Acids and alkalis;
ADVERTISEMENTS:
(d) Oil;
(e) Arsenic,
(f) Nitrates;
(g) Urea;
ADVERTISEMENTS:
(h) Cooling water conditioning chemicals like chromate, phosphates, biocides, etc.
(i) Cyanides and sulphides;
(j) Biochemical Oxygen Demand (BOD);
(k) Fluorides; and
(l) Phosphates, etc.
Nitrogenous Fertilizer Industry:
Typical ranges of contaminant concentrations in the effluents from various operations in nitrogenous fertilizer industry are as given below:
(i) Cooling Tower Blowdown:

(ii) Water Treatment Plant:
The effluents from the water treatment plant of a nitrogenous fertilizer unit vary from 380 l/tonne of urea to 2000 l/tonne of urea, depending on the quantity of raw water used. The dominant contaminants in a water treatment plant effluents are anions and cations.
In a typical nitrogenous fertilizer unit manufacturing urea the amount of sodium hydroxide in the water treatment plant effluent is 11.6 kg/tonne of urea manufactured. The total sulphate ion quantity is 18.2 kg/tonne of urea manufactured. Besides these, when a process condensate is treated for use as boiler feed water, ammonia finds its way into the water treatment effluent.
(iii) Boiler Blow-Down:

(iv) Ammonia Plant:

(v) Urea Plant:

Phosphate Fertilizer Industry:
Typical ranges of contaminant concentrations in the effluents from various operations in phosphatic fertilizer industry are as given below:
(i) Cooling Tower Blowdown:

(ii) Boiler Blowdown:


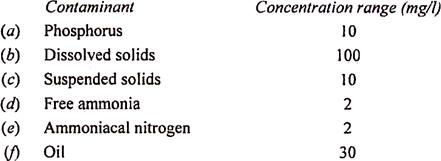
(iii) Superphosphate Plant:

(iv) Blending Unit:

Methods of Treatment of Sewage from Fertilizer Industry:
The treatment of the sewage from fertilizer industry may consist of the following:
(a) Segregation of effluents
(b) Treatment of effluents for specific pollutants
(a) Segregation of Effluents:
The effluent streams are segregated according to the nature of pollutants present in them and their concentration.
The following steps should be taken wherever applicable:
(a) Effluents containing high concentration of total ammonia nitrogen, say above 100 mg/l, should be combined. However, effluents with 50 to 100 mg/l ammonia nitrogen may also be collected in this stream if the volume is large.
(b) Effluents containing suspended solids above 100 mg/l should be combined together as far as practicable.
(c) Oil bearing effluents should be combined as far as possible.
(d) Highly acidic and alkaline effluents should be separated from the rest of the effluent streams.
(e) Urea bearing effluents which also contain high concentration of ammonia should be separated from ammonia bearing effluent.
(f) All cooling tower purge water containing chromate, phosphate and biocides should be separated from the rest of the effluents.
(g) Ash slurry should be separated from the rest of the effluents.
(h) Effluents containing carbon slurry should be stored separately.
(i) Arsenic and cyanide bearing effluents should be stored separately.
(j) Effluents containing fluorides and phosphates are to be segregated from other effluents.
(k) Sewage effluents should be treated separately as far as possible.
(l) Storm water and drain water should not mix with individual plant effluents.
However, many of the above effluents may be combined, depending on their characteristics, flow and type of treatment to be adopted.
(b) Treatment of Effluents for Specific Pollutants:
Various methods are available for the treatment of individual pollutant parameters relevant to the fertilizer industry and the same are indicated below:
(i) Ammonia nitrogen:
The processes for removal recovery of ammonia nitrogen basically fall in two categories:
(1) Physio-chemical processes, and
(2) Biological processes.
(1) Physio-Chemical Processes:
These include air stripping, steam stripping and ion exchange. Fig. 19.9 shows a flow diagram for the treatment of ammoniacal effluent by air/steam stripping process, and Fig. 19.10 shows a flow diagram for the treatment of ammoniacal effluent by ion exchange process.


(2) Biological Processes:
These include biological nitrification and denitrification, and algal uptake.
Biological nitrification and denitrification can reduce ammonia nitrogen content of the effluent to a very low level. This process is being adopted in municipal sewage treatment for years. In the treatment of industrial sewage, this process may be adopted as a secondary or tertiary treatment where the ammonia nitrogen content of the sewage is comparatively low and also a high degree of treatment for the removal of ammonia nitrogen is desired. Fig. 19.11 shows a flow diagram for the treatment of dilute ammonia and urea bearing effluent by biological nitrification and denitrification.

Algal uptake is another biological process used for the removal of ammonia nitrogen from the sewage. Since ammonia nitrogen is an algal nutrient, algae are capable of extracting this nutrient from the sewage. Algae growing in sewage stabilization ponds utilize ammonia nitrogen of the sewage to form cell tissue in the presence of sunlight. Adequate carbon dioxide and some other nutrients are also required in this process. For the culture of algae ponds similar to oxidation ponds may be used. Fig. 19.12 shows a flow diagram for the treatment of ammoniacal effluent by algal uptake process.
(ii) Urea and Nitrate Nitrogen:
Urea nitrogen can be removed from the effluent by using a process called thermal urea hydrolysis in which urea is hydrolyzed in the presence of enzyme urease secreted by some bacteria formed in the soil. The dilute urea solution is hydrolyzed by the above bacteria in the presence of organic carbon compounds to give ammonia and carbon dioxide.
Fig. 19.13 shows a flow diagram for the treatment of ammonia and urea bearing effluent by thermal urea hydrolysis. The hydrolyzed solution containing ammonia can be treated by any of the methods described under ammonia removal. Further reduction of nitrates can be effected by the denitrification process.


(iii) Suspended Solids:
Suspended solids originate from various sources in the fertilizer industry. The process water clarification plant sludge, ash slurry from coal gasification plants, steam generation plants or phosphoric acid plant effluent during neutralization of effluent with lime, etc., suspended solids in different particle sizes find their way into the effluent.
These effluents containing suspended solids are settled in a suitably designed settling tanks and the clear overflow passes out. In some cases, particularly where the particle size is comparatively small, mechanical clarifiers having proper arrangements of dosing coagulants or polyelectrolytes are required for quick settling. The sludge discharged from the bottom of the clarifier may be drawn out mechanically, dewatered and disposed of as solid waste as required.
(iv) pH:
Sometimes the effluents are highly acidic or alkaline in nature. When both acidic and alkaline effluents are found, they may be mixed suitably for neutralization. Otherwise for neutralization of acidic effluent, lime or soda ash may be used and for neutralization of alkaline effluent sulphuric acid may be used. In the process of neutralization proper mixing is very important. This can be effected by flash mixing or mixing by agitation or recirculation.
(v) Oils and Greases:
Oils and greases normally discharged in fertilizer industry effluents are mostly in non-emulsified form. Moreover, a majority of these insoluble oils are lighter than water and therefore they will float on its surface. Thus insoluble oils lighter than water are usually separated in settling tanks provided with an adjustable skimming weir as shown in Fig. 19.14.
These settlers are usually termed as gravity type mechanical oil separators. The oils readily float on these separators and the depth of the weir is adjusted according to the amount of oil present in the sewage. The collected oil is skimmed by mechanical means periodically.
A properly designed oil separator can reduce the oil content of the effluent below 50 mg/l. If a greater degree of oil removal is desired, the effluent from the oil separator may be passed through active carbon or a porous coke bed by which the oil and grease content of the effluent is reduced to 2 to 10 mg/l.

(vi) Arsenic:
In fertilizer industry, arsenic is a constituent of absorbent liquids used for the removal of carbon dioxide. Normally adequate arrangements are provided in the plant so that arsenic does not find its way out in the effluent. But in actual practice, due to leakages in pump glands, flanges, joints, etc., and also from spillages, some arsenical solution is discharged.
The arsenic solution which is discharged even after taking all precautions is completely separated from other effluents. The effluent containing arsenic is then filtered, concentrated, further filtered through active carbon filter if necessary and recycled in the process. When it is not possible to take it into the process, the arsenical solution is evaporated to dryness and the solids are placed in concrete drums, sealed properly and buried underground or disposed of into deep sea far away from the coast line.
(vii) Chromate and Phosphate:
Fertilizer industry requires large quantity of cooling water during processing of fertilizers. In most of the fertilizer factories, cooling water is recycled through cooling towers. Suitable inhibitors for control of scaling/corrosion properties of circulating water are dosed into the cooling water system.
Most of the fertilizer plants use combinations of chromate, phosphate and zinc in different proportions as inhibitors. Normally zinc is used in a very low concentration, therefore, any specific treatment for the removal of zinc is not considered necessary. In the treatment for removal of chromate from the sewage, phosphate is also simultaneously removed, so specific treatment for removal of phosphate is not considered necessary.
The basic principle of chromate removal is the reduction of hexavalent chromium to trivalent form and precipitation of chromium as chromium hydroxide. Fig. 19.15 shows a flow diagram for the treatment of chromate bearing effluent.

(vii) Cyanide:
Depending on the process and raw material, cyanides are sometimes encountered in the fertilizer factory effluent. Usually cyanide containing effluents are completely segregated from other effluents and are treated or disposed of separately. When the cyanide content is low the effluent can be discharged at a controlled rate along with the other effluents, so that cyanide content of the final effluent does not go beyond specified limits.
When the cyanide content is high and the effluent volume is low it can be removed by stripping with steam and acidic gas. The residual cyanide after stripping may be treated further if required. Fig. 19.16 shows a flow diagram for the treatment of cyanide bearing effluent.

(ix) Sulphides:
Sulphides are sometimes present in small quantities in fertilizer factory effluents. However, the sulphides present in fertilizer factory effluent normally do not require any special treatment. Natural dilution by the other effluent from the factory is sufficient to bring down the level of sulphides within specified limits.
(x) Fluorides and Phosphates:
The main source of fluorides and phosphates in the phosphatic fertilizer industry are scrubber liquors from various unit operations involving scrubbing of the off-gases, floor washings and gypsum and water. In the effluent, fluorides are present as fluosilicic acid with small amounts of soluble salts as sodium and potassium fluosilicates and hydrofluoric acid.
Phosphorus is present principally as phosphoric acid with minor amounts of soluble calcium phosphates. For the removal of fluorides and phosphates two-stage treatment with chalk followed by lime or double lime treatment is adopted. Fig. 19.17 shows a flow diagram for the treatment of fluoride and phosphate bearing effluent.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
(xi) Sewage Effluent:
The sewage from toilets and other sanitary facilities in the factory area has high biochemical oxygen demand (BOD) and contains suspended solids. The sewage effluent is segregated from other industrial sewage and treated for removal of BOD and suspended solids. The volume of the sewage effluent is normally comparatively low.
The general practice is to treat this effluent in oxidation ponds or by aeration processes. However, depending on the level of BOD, the sewage effluent may be subjected to partial BOD removal by any conventional method and discharge along with the other treated industrial sewage so that the BOD value of the final effluent does not go beyond specified limits.

No comments:
Post a Comment